组装
Contents
髋关节组装
步骤1. 安装舵机盘
材料:M3x6mm内六角圆柱头螺钉、舵机盘、乐泰胶水、舵机臂(用于调节舵机电机)
工具:2.5mm内六角扳手
操作说明:
将舵机角(非舵机盘)安装到舵机上,把舵机转到中立位置,然后取下舵机角。
将舵机盘对准舵机轴,使舵机盘上的孔大致位于45度刻度处(见下图)。
在螺钉上涂抹少量乐泰胶水。
轻轻开始拧入螺钉,然后继续拧紧,这将使舵机盘下沉到舵机花键(输出轴)上。
有些舵机盘制造工艺不佳,所以如果您遇到这种情况,预计开始拧螺钉时需要很大扭矩。然而,在某个时候,舵机盘将完成变形以适配轴,拧起来就会容易得多。当舵机盘完全就位后,您会再次感觉到扭矩增大,此时应停止操作。当舵机盘完全就位后,请勿过度拧紧螺钉,否则可能会损坏舵机电机。
组装前准备
步骤完成图
步骤2. 将M3螺纹嵌件安装到髋关节内侧部件中
无可用视频
材料:至此已组装的部件、M3锥形螺纹嵌件
工具:电烙铁
操作说明:
将嵌件放入孔中,锥形面朝下。
将电烙铁温度设置在约500华氏度(260摄氏度),然后轻轻将嵌件压入塑料中。我建议仅利用电烙铁的重量来压入嵌件,并且建议分步进行,即压入1毫米,取出电烙铁,然后再压入1毫米,以此类推,直至完全压入。这种方法可防止电烙铁粘在嵌件上。
准备插入嵌件。图中实际的3D打印部件已过时,但插入方式相同。
步骤完成图
步骤3. 将舵机盘安装到髋关节内侧部件上
材料:M3x8沉头螺钉、髋关节内侧部件、乐泰胶水
工具:2mm内六角扳手
操作说明:
将髋关节内侧部件以90度角安装,然后利用另一侧的操作孔拧紧M3x8沉头螺钉,将其连接到舵机盘上。
组装前准备
左侧步骤完成图
右侧步骤完成图
步骤4. 安装髋关节内侧舵机
材料:目前已完成的髋关节内侧组件、舵机、用于塑料件的M4x10mm螺丝(银色)、M3x16mm沉头螺丝、2个螺柱
工具:T20H梅花螺丝刀、2mm内六角扳手
操作说明:
将舵机电机放置在髋关节内侧部件中,轻轻晃动,使舵机轴从髋关节内侧部件的大圆孔中伸出。
在舵机左侧拧上M4x10mm螺丝,在电机右侧拧上M3x16mm螺丝。在M3x16mm螺丝上使用乐泰胶水。
将组件翻面,把M3x16mm螺丝拧到螺柱上。
组装前准备
步骤完成
组件的另一个视角。注意,塑料螺丝在左侧,M3螺丝在右侧。
步骤5. 在髋关节内侧舵机上安装舵机臂
材料:目前已完成的髋关节内侧组件、M3x8mm沉头螺丝、M2x8mm内六角螺丝、舵机臂
工具:2mm内六角扳手
操作说明:
将舵机转到中位,然后按照所示角度(向下45度)滑动安装舵机臂。
将M3x8mm螺丝拧到舵机臂顶部,将M2x8mm螺丝拧入舵机臂侧面。
别忘了使用乐泰胶水!
组装前准备
右侧步骤完成
左侧步骤完成
步骤6. 安装腿部
材料:下腿部、上腿部、三件式止推轴承 x2、带肩螺栓、M3锁紧螺母
工具:2mm螺丝刀、锁紧螺母扳手
操作说明:
在带肩螺栓上先安装一个三件式止推轴承,然后装上腿部下段,再安装另一个三件式止推轴承,接着装上腿部上段,最后拧上锁紧螺母。根据左右腿相应翻转下腿部和上腿部的方向。参考图片。
右侧组装前准备
左侧组装前准备
步骤7. 将上碳腿连杆连接到舵机臂
材料:髋关节内侧组件、腿部组件、M3x6沉头螺丝 x2 。
工具:2mm内六角扳手
操作说明:
将左侧上腿部的弧形边缘与左侧舵机臂对齐。通过碳腿孔拧入M3x6沉头螺丝。右侧重复此操作。
拧紧最靠近舵机的螺丝时要小心,确保螺丝垂直。必须垂直握住螺丝,以免螺纹交叉。
组装前准备
右侧步骤完成
步骤9. 在外侧舵机上安装舵机臂
材料:舵机臂、髋关节外侧组件、M3x8沉头螺丝、M2x8内六角螺丝
工具:2mm内六角扳手
操作说明:
将舵机臂转到中位,然后如图所示以45度角安装舵机臂。
先用M3x8螺丝拧紧舵机臂,然后拧上M2x8螺丝以拉紧舵机臂。与步骤5类似。
组装前准备
右侧步骤完成
左侧步骤完成
步骤10. 组装两侧部件
材料:髋关节内侧和外侧组件、用于拧入螺柱的M3x16沉头螺丝、乐泰胶水
工具:2mm内六角扳手
操作说明:
对齐髋关节内侧和外侧组件,M4x10mm塑料螺丝应在同一侧,且舵机臂应呈90度角。
通过髋关节外侧组件用M3x16螺丝将组件连接到螺柱上。在螺丝上涂抹乐泰胶水。此时不要将螺丝完全拧紧。
此时,腿部可能会开始移动,你可以标记左右侧以免混淆。如果你不确定哪一侧是哪一侧,可以与3D模型进行对比:https://stanford195.autodesk360.com/g/shares/SH919a0QTf3c32634dcfedf61e031f673710
组装前准备
步骤完成
组件的另一个视角
步骤13. 组装大腿延长杆
材料:螺纹杆、杆端关节轴承 x 2
工具:无
操作说明:
均匀地拧上杆端关节轴承,直到杆端关节轴承孔中心之间的距离为123.5毫米。目的是使延长杆的孔中心距与大腿连杆的孔中心距相匹配。
组装前准备
步骤完成
步骤15. 将大腿延长杆连接到小腿碳纤维连杆上
材料:M3x10 沉头内六角螺丝、M3 锁紧螺母
工具:2毫米螺丝刀、扳手
操作说明:
将一颗M3x10沉头内六角螺丝穿过碳纤维部件,然后穿过杆端。接着用M3螺母拧紧螺丝,在使用内六角扳手拧紧时,用扳手固定住螺丝。
组装准备
步骤完成。更正:此图中的延长杆实际上太短。请参考红色和蓝色注释以获取正确组装方式。舵机摇臂、延长杆、大腿连杆以及小腿连杆的上部应形成一个完美的平行四边形。
组装的另一个视角
机身组装
步骤1. 将锥形螺纹热镶件安装到3D打印部件中
无可用视频
材料:M3 用于塑料的锥形热镶件 x16、4个机身部件
工具:设定在约500华氏度/260摄氏度的烙铁
操作说明:
每个3D打印机身部件都有四个孔 - 顶部两个,底部两个,用于固定用于塑料的锥形热镶件。
将镶件以锥形面朝下的方式放入孔中。
使用设定在约500华氏度或260摄氏度的烙铁,轻轻将镶件压入塑料中。我建议仅依靠烙铁的重量来压入镶件,并且建议分步进行,即先压入1毫米,取出烙铁,然后再压入1毫米,直至完全压入。这种方法可防止烙铁粘在镶件上。
压入锥形螺纹热镶件之前
压入锥形螺纹热镶件之后
步骤2:将径向轴承压入机身部件
无可用视频
材料:4个轴承(3毫米 x 8毫米 x 4毫米轴承 MR693-zz)、前前部机身部件、前后部机身部件
工具:徒手、压床或台虎钳
操作说明:
将两个轴承压入最前端部件(称为前前部)的两个孔中,将另外两个轴承压入后部部件(称为前后部)的两个孔中。
组装准备
步骤完成
步骤3. 固定髋关节组件
材料:16个 M4x8 塑料螺丝、4个 M3x8 沉头内六角螺丝、四个髋关节组件、四个机身部件
工具:T20 梅花螺丝刀 + 2毫米螺丝刀
操作说明:
使用M4x8塑料螺丝将两个髋关节组件固定到后后部机身部件上,将另外两个髋关节组件固定到前后部机身部件上。
然后将M3x8沉头内六角螺丝穿过您压入前前部和前后部部件的轴承,并将它们拧入髋关节组件的螺纹镶件中。
组装准备
步骤完成
组装的另一个视角
步骤4. 将两个腿部/机身组件连接到底部碳纤维板
材料:16个M3x6沉头内六角螺丝、2个腿部/机身组件、底部碳纤维板
工具:2毫米内六角螺丝刀
操作说明:
使用M3x6沉头内六角螺丝,将已组装好的两个腿部/机身组件固定到底部碳纤维板上。
组装准备
步骤完成
步骤5. 准备并安装树莓派外壳
材料:树莓派外壳(picase.stl)、4个M2.5锥形热镶件、4个M2.5x6内六角圆柱头螺丝、魔术贴
工具:烙铁、2毫米螺丝刀
操作说明:
按照之前安装镶件的相同方式,将M2.5镶件压入树莓派外壳的孔中。然后,使用M2.5x6内六角圆柱头螺丝将树莓派拧到外壳上。
最后,在外壳上粘贴魔术贴,以便将其安装到底部碳纤维板上。
组装准备
步骤完成
步骤6. 组装印刷电路板(若尚未完成)
请查看印刷电路板组装说明
步骤7. 将舵机电机连接到树莓派
材料:安装在底板上的四个髋关节组件、安装好并带有舵机电源分配扩展板的树莓派
工具:无需工具
操作说明:
将印刷电路板连接到树莓派。
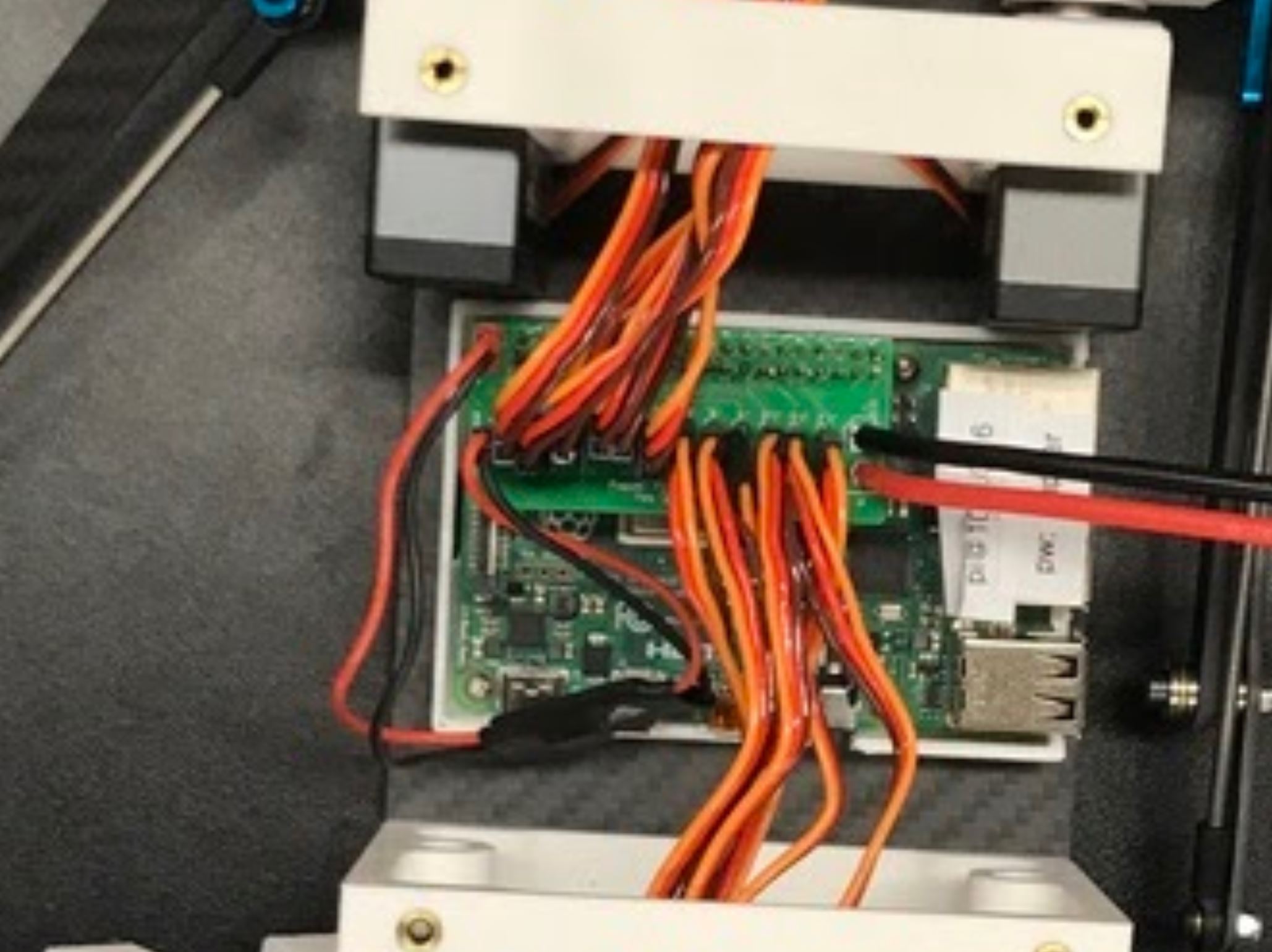
按照以下所示的模式,将舵机线缆插入定制电路板。
J1至J12对应焊接在电路板上的12组排针之一。电路板上有指示,说明如何将舵机电机的信号、接地和正极线对准插入电路板,但如果这些指示难以看清,你可以记住,舵机连接器上的信号引脚始终朝向树莓派的排针。
组装准备
步骤完成
完成!
如果尚未完成,请完成印刷电路板的组装。
### 印刷电路板(PCB)组装
#### 步骤1:将舵机连接器排针焊接到电路板上
无可用视频
材料:印刷电路板(PCB)、12 个三引脚公排针
工具:烙铁,建议使用功率不低于 60 瓦的优质烙铁。
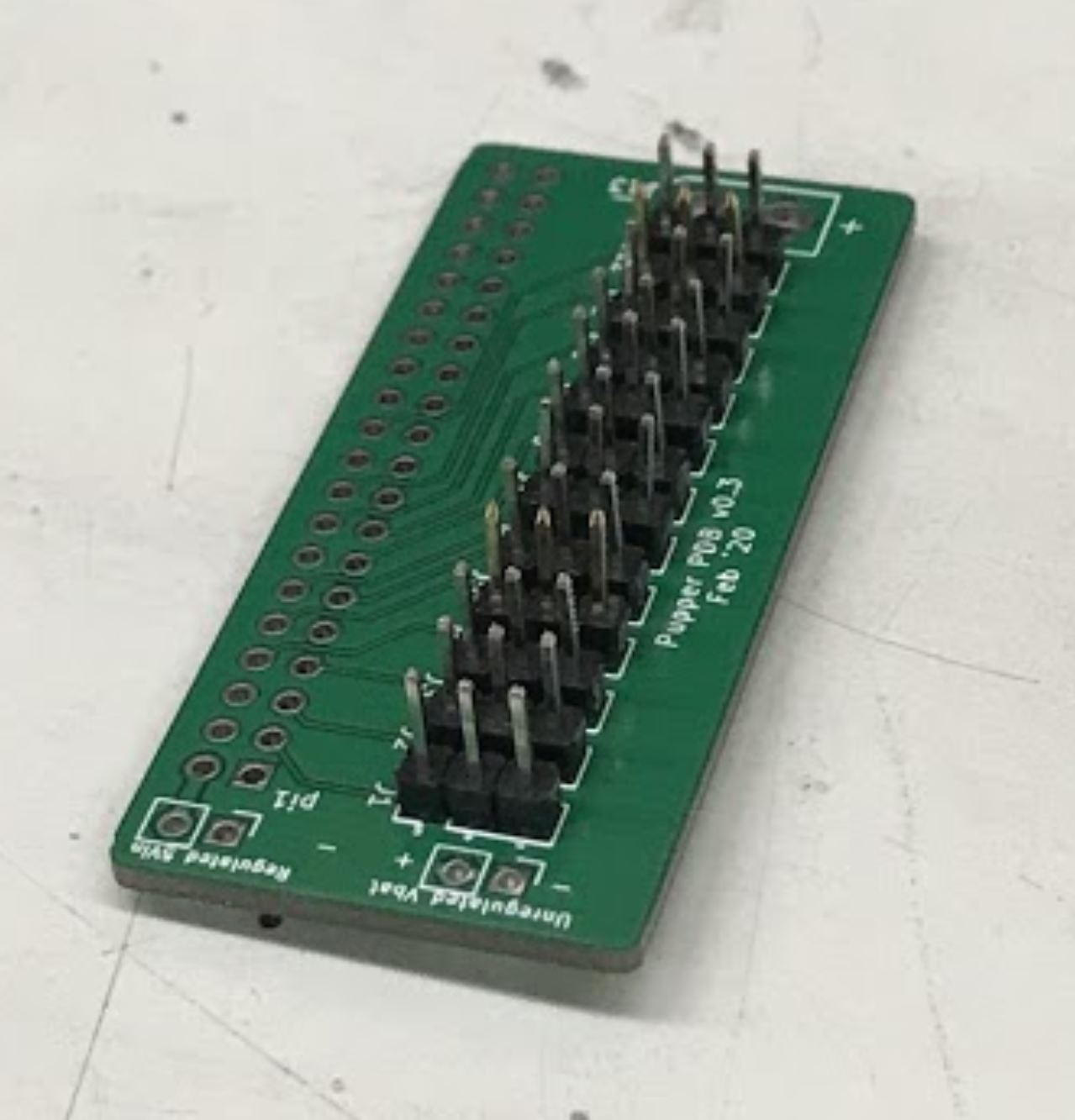
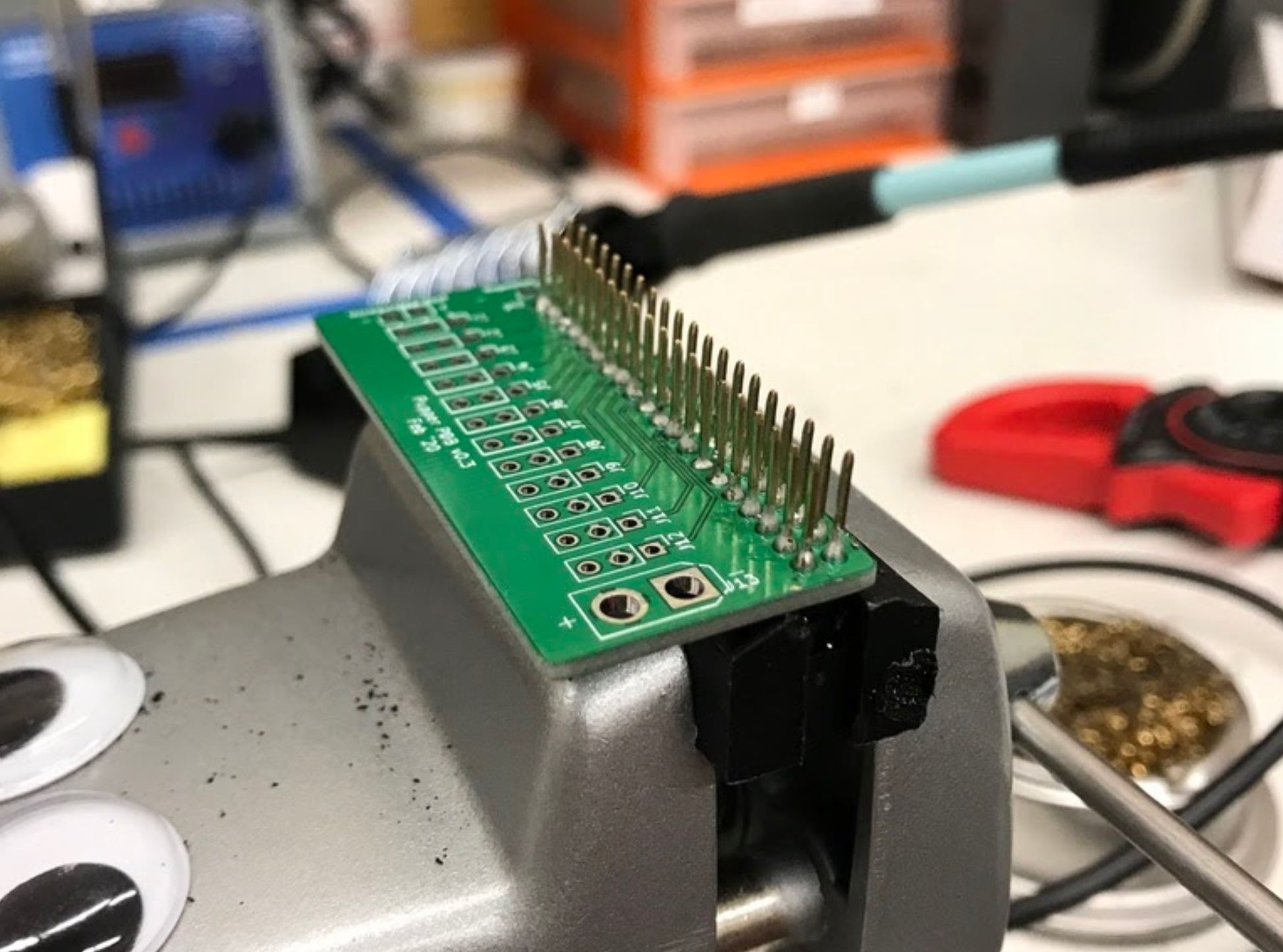
操作说明: 1. 按照照片所示,将 12 个公排针分别插入对应的插槽中。 2. 然后将电路板翻面,以便对底部进行焊接。翻面时要小心,防止排针全部掉落。我操作时,会用一块硬泡沫块抵住排针顶部,确保翻面时排针不会倾斜或掉落。翻面后,还需检查排针是否基本与电路板垂直。 3. 电路板翻面后,先焊接所有信号引脚,将排针固定住。信号引脚是最靠近树莓派排针孔(2x20 阵列)的引脚。 4. 排针全部固定好后,再焊接其余的接地引脚和正极引脚。
未焊接,排针已插入电路板
步骤完成,排针已焊接
#### 步骤2:焊接树莓派排针
无可用视频
材料:印刷电路板(PCB)、2x20 树莓派排针
工具:烙铁
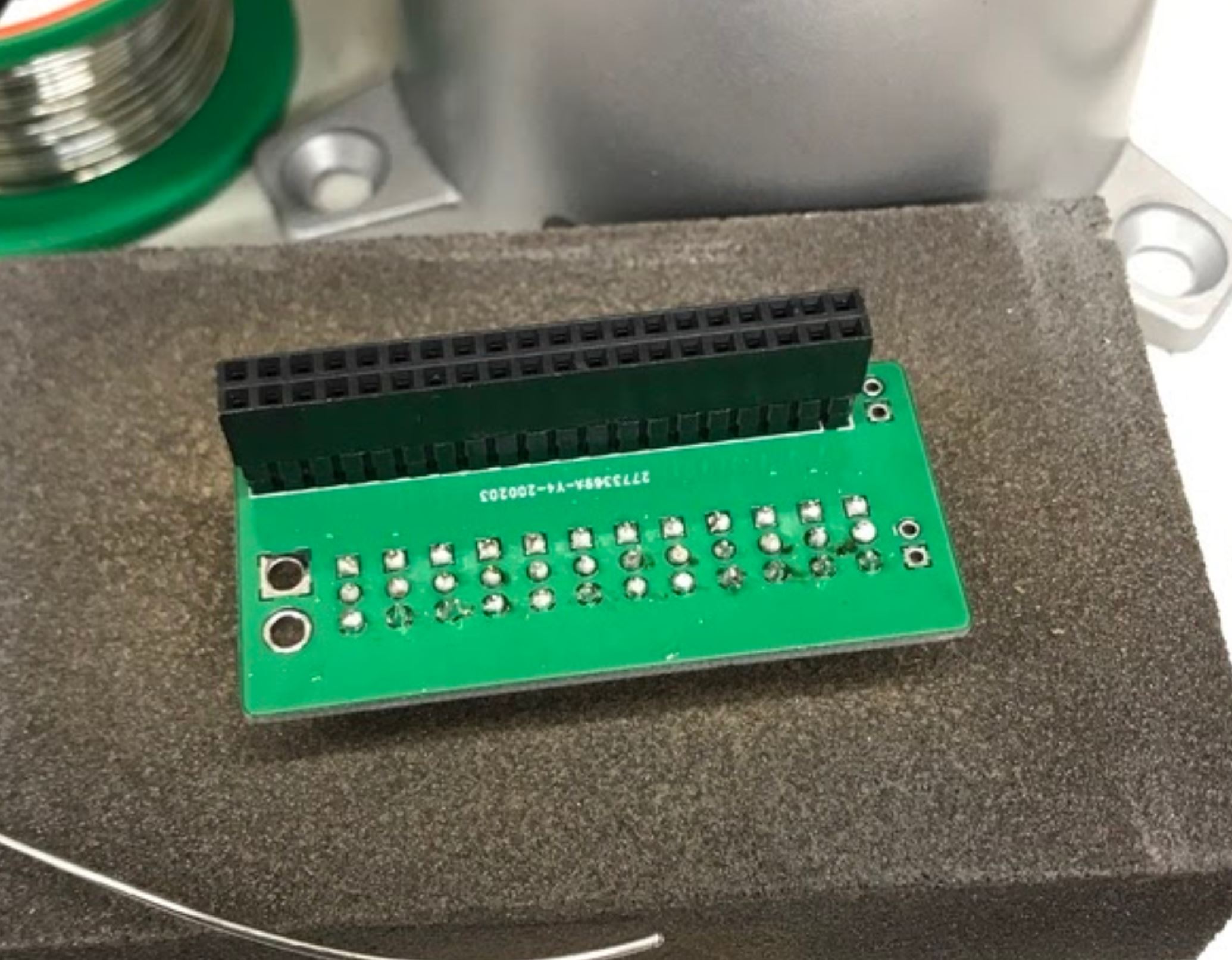
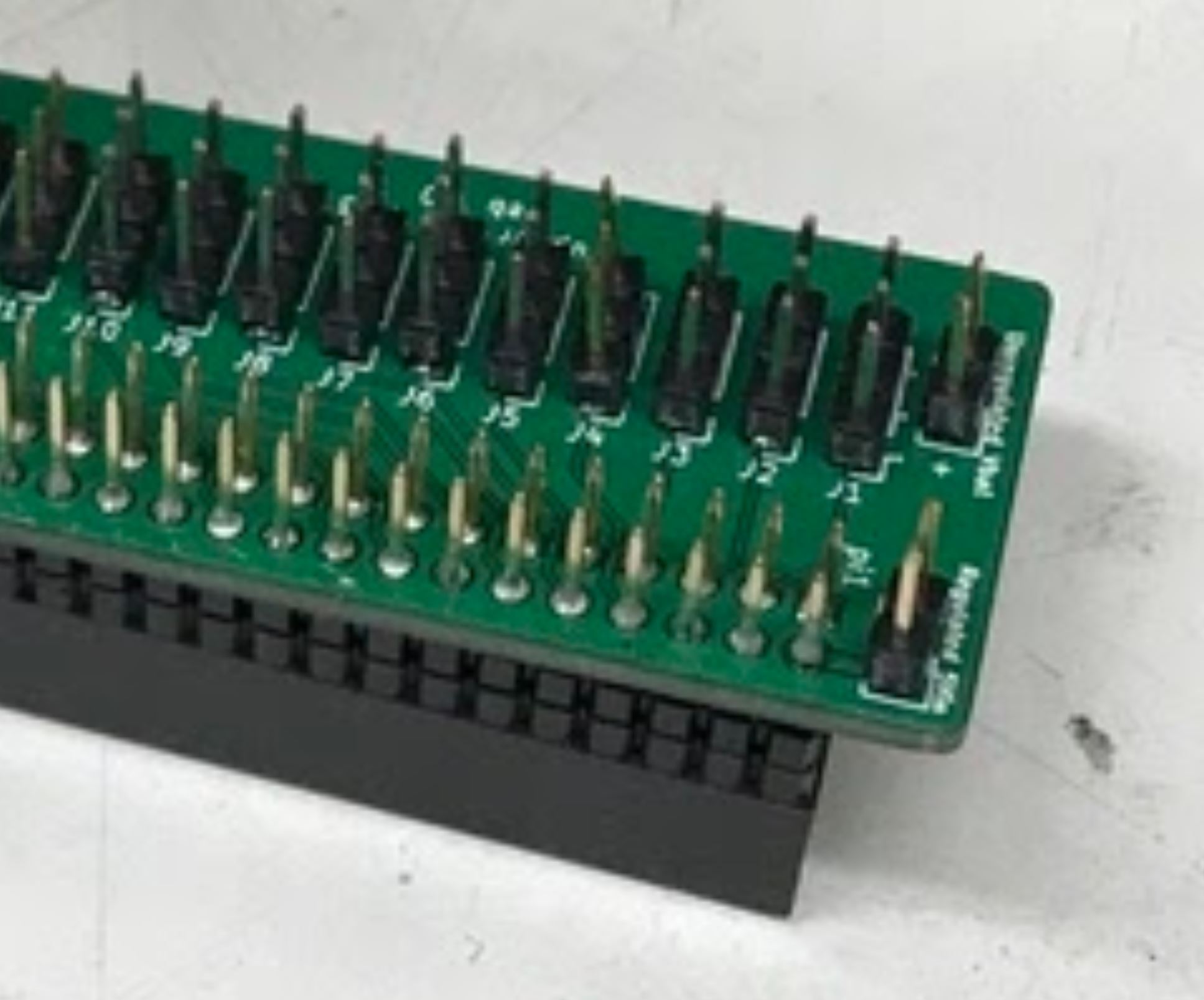
操作说明: 1. 将 2x20 排针插入印刷电路板。确保从底部插入排针,使针脚从顶部穿出,这样排针才能安装在树莓派上。 2. 使用台虎钳固定印刷电路板和排针。 3. 从顶部焊接排针引脚。
2x20 排针焊接到印刷电路板后
2x20 排针焊接后电路板的底面
#### 步骤3:焊接 BEC 和 5V 输入引脚
无可用视频
材料:印刷电路板(PCB)、排针
工具:烙铁、台虎钳
操作说明: 1. 掰下一对 1x2 排针,将其焊接到标记为“Vbat”和“Regulated 5V”的区域。重要提示:如果手头没有杜邦线/ JST 压线钳和压接端子,请勿在“Vbat”孔焊接引脚。
BEC 和 5V 引脚(右侧四个引脚)焊接到印刷电路板上
#### 步骤4:将 XT60 尾线连接器焊接到印刷电路板上
无可用视频
材料:印刷电路板(PCB)、XT60 尾线连接器
工具:烙铁、台虎钳
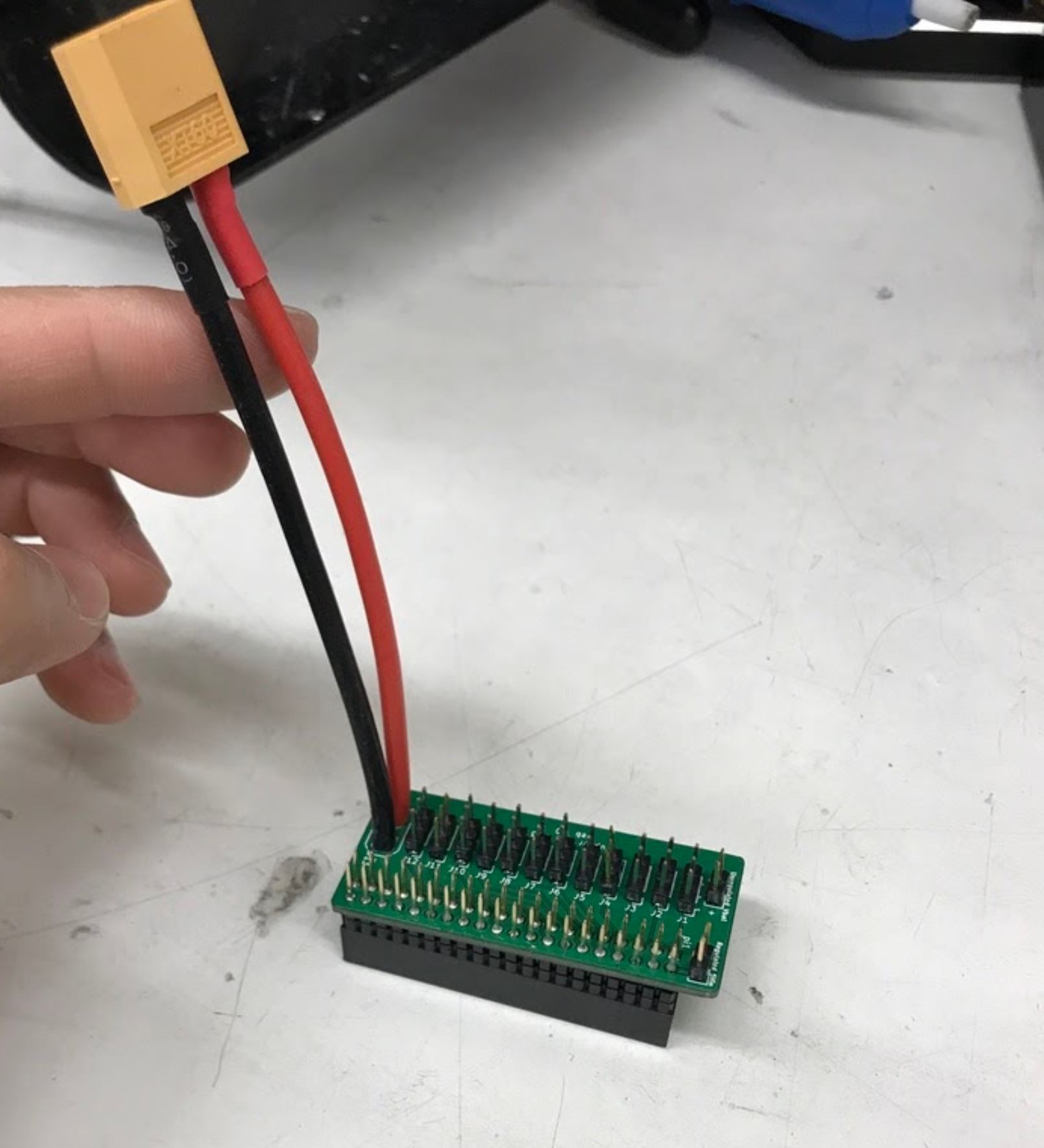
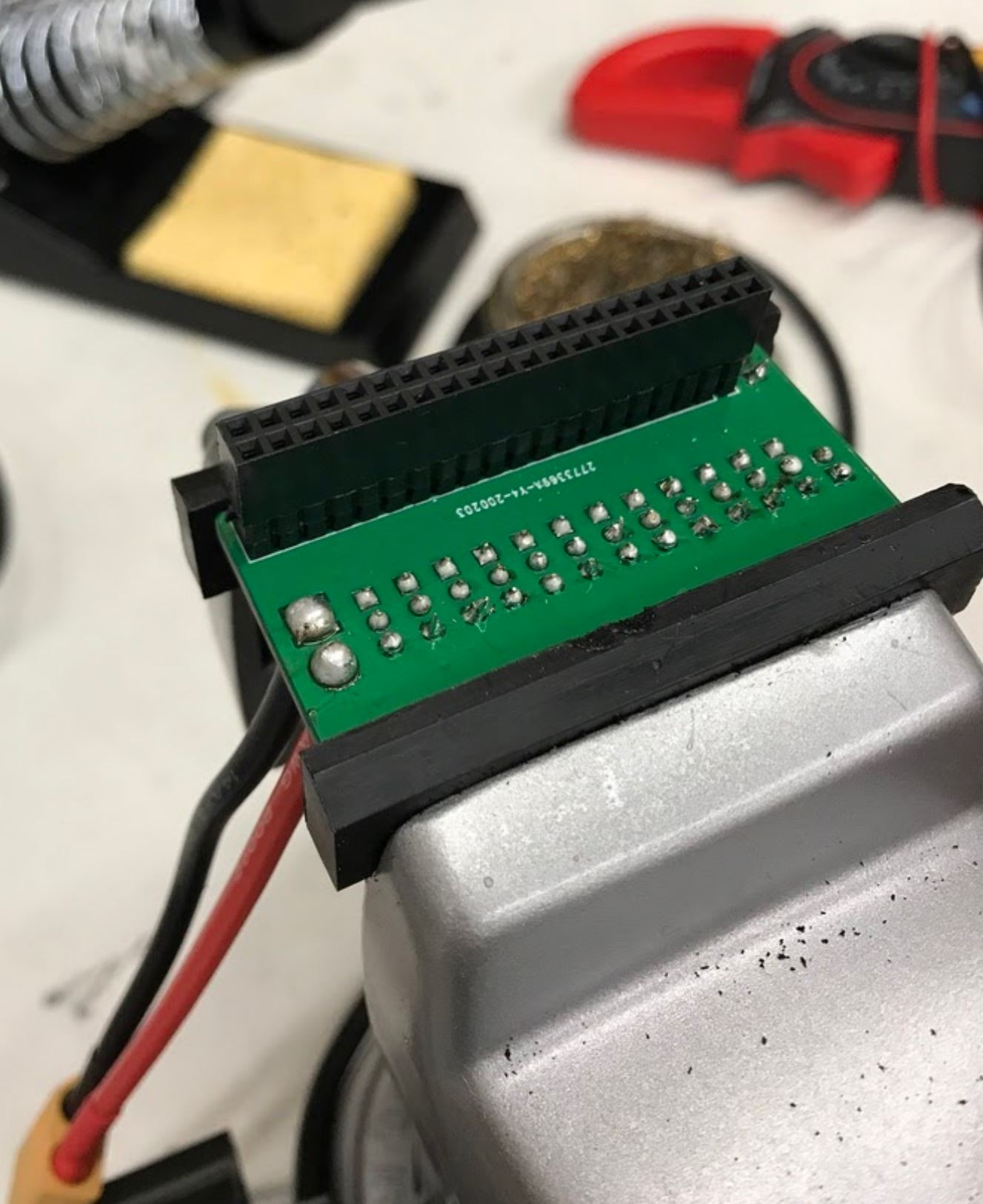
操作说明: 1. 从顶部插入 XT60 尾线,从底部进行焊接。务必确保极性正确!印刷电路板上有 XT60 尾线正负极电线的小标签。
公 XT60 尾线(母外壳,公引脚)

XT60 尾线焊接后
XT60 焊接连接的另一个视角
#### 步骤5:测试电源分配板是否存在短路情况
无可用视频
材料:印刷电路板(PCB)
工具:万用表
操作说明: 1. 目视检查电路板,确保没有焊锡球使线路短路。 2. 将万用表调至短路检测档位,通常以小喇叭图标表示。 3. 测试 XT60 连接器的正负极引脚是否短路。 4. 测试所有信号线路是否与正负极短路。 5. 测试所有信号线路之间是否短路。
#### 步骤6:测试舵机电源
无可用视频
材料:印刷电路板(PCB)、舵机
工具:无
操作说明: 1. 插入 2S 锂电池(切勿插入电压超过 8.4V 的电源,否则很可能会烧毁舵机)。 2. 将一个舵机连接到电路板上,注意信号、负极和正极电线的标签。舵机的信号电线通常为黄色或白色。 3. 参考图片确定正确的电线方向。 4. 如果插入舵机后没有冒烟,那就做得很棒! 5. 目前先拔下舵机和电池。
#### 步骤7:插入 5V 电压调节器
无可用视频
材料:印刷电路板(PCB)、5V 调节器(BEC)
工具:烙铁或压线钳
操作说明: 1. 我们使用 5V BEC 将电池的 7.4 - 8.4V 电压降至 5V,为树莓派供电。BEC 的 5V 输出端有一个 JST 连接器,可与步骤 4 中焊接的“Regulated 5V in”引脚完美匹配。 2. BEC 的输入端有一个公 JST 连接器,现在应将其剪掉。 3. 你可以剥去这些输入电线的外皮,直接将它们焊接到“Vbat”孔中;或者将母杜邦接头压接到电线上,放入 1x2 外壳中,然后将电线插入“Vbat”引脚。
### 完成!
如果尚未完成髋关节组件和机身组件的组装,请先完成这些步骤。